

Dłuta NAREX – Best Value for Money
Dłuta NAREX są od dawna cenione przez użytkowników ze względu na dobry stosunek jakości do ceny. Nawet magazyny branżowe z USA i Kanady, gdzie firma NAREX exportuje duże ilości swoich produktów, często podkreślają, że jest to najlepszy wybór wśród tańszych dłut stolarskich.
W 2008 roku stolarskie dłuta Narex Standard brały udział w teście przeprowadzonym przez serwis finewoodworking.com. Spośród 23 dłut wyłoniono 2 w stylu japońskim i 2 w zachodnim. Wśród zachodnich najlepsze recenzje zebrało dłuto firmy Lie-Nielsen, które otrzymało tytuł „best overall”. Drugim zwycięzcą zostało dłuto Narex i otrzymało tytuł „best value”. Podkreślono wysoką jakość stali i wykonania, a przy tym stosunkowo niską cenę.
Przyjrzyjmy się zatem jak to robią Czesi…
Materiał
 Wszystkie dłuta Narex produkowane są ze stalowych prętów, wykonanych ze specjalnej stali chromowo-manganowej, ciętych na odpowiednią długość.
Wszystkie dłuta Narex produkowane są ze stalowych prętów, wykonanych ze specjalnej stali chromowo-manganowej, ciętych na odpowiednią długość.
Firma Narex do produkcji dłut stolarskich od wielu lat używa z powodzeniem specjalnej wysokostopowej stali chromowo-manganowej (Cr-Mn). Parametry tej stali zostały opracowane jeszcze w czasach komunistycznych, kiedy firma Narex była wielkim kombinatem i mogła pozwolić sobie na długotrwałe i kosztowne badania. Stworzono wtedy na potrzeby firmy stop stali przeznaczony do produkcji narzędzi tnących, hartowanych tradycyjną metodą izotermiczną (wykorzystanie tej metody ma swoje wyraźne korzyści, ponieważ w tym procesie nie występują naprężenia hartownicze).
Warto dodać, że narzędzia wykonane z takiej stali nie stawiają przed użytkownikami żadnych dodatkowych wymagań. Ostrzenie takich dłut odbywa się w sposób standardowy. Ważne aby mieć świadomość, że stal, z której wykonywane są dłuta, zawiera chrom, jest go jednak na tyle niewielka ilość, że nie zapewnia on tej stali odporności na korozję. Dlatego też wskazana jest dbałość o ostrze, które powinno być przechowywane w suchym miejscu. Przecieranie dłuta odpowiednim olejem jest również bardzo pożądane.
Produkcja
Etap 1 – Dłuta NAREX – Odkuwanie |
|
| W fabryce wykorzystywane jest odkuwanie matrycowe, a wszystkie matryce są projektowane i produkowane również w firmie Narex. | |
 |
 |
| Fot. 1 – Ogromny zwój stali jest stopniowo rozwijany i podgrzewany. | Fot. 2 – Następnie zostaje przycięty na odpowiednią długość i odkuwa się z niego pożądany kształt. |
 |
 |
| Fot. 3 – Każda odkuwka wymaga przycięcia. | Fot. 4 – Posortowane odkuwki oczekują na hartowanie. |
Etap 2 – Dłuta NAREX – Hartowanie |
|
| Do hartowania wykorzystywana jest metoda izotermiczna. Dłuta NAREX hartowane są do wartości 59 HRc, na długości 2/3, a 1/3 pozostaje elastyczna by móc absorbować uderzenia (podobnie jak w przypadku dłut KIRSCHEN). | |
 |
 |
| Fot. 5 – Odkuwki hartowane są w solance o temp. 200 st. C, w której pozostają aż do momentu uzyskania odpowiedniej struktury, a następnie chłodzone są wodą do temperatury pokojowej. | Fot. 6 – Hartowanie przeprowadzane jest tylko w wybrane dni w miesiącu. Hartowanie codziennie mniejszych ilości narzędzi znacznie zwiększyłoby koszty produkcji, ponieważ proces ten „pożera” najwięcej energii z wszystkich etapów produkcji. |
| Ten bardzo delikatny i dokładny proces hartowania zapewnia bardzo drobną i jednorodną strukturę ziarna, praktycznie bez odkształceń. Niestety jest to metoda bardzo czasochłonna, a co za tym idzie również kosztowna. Jednak niewielka ilość etapów podczas tego typu hartowania, a także niski współczynnik odrzutów powodują, że w efekcie jest to bardzo efektywny sposób produkcji narzędzi wysokiej jakości. | |
Etap 3 – Dłuta NAREX – Szlifowanie i ostrzenie |
|
 |
 |
| Fot. 7 i 8 – Zahartowane odkuwki oczekują na kolejny etap obróbki – szlifowanie. | |
 |
 |
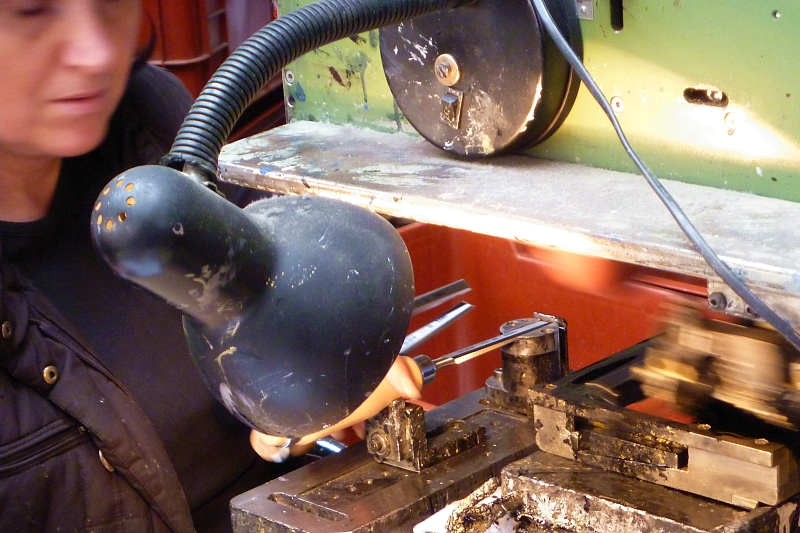
| Fot. 9 i 10 – Dłuta rzeźbiarskie szlifowane i ostrzone są w tradycyjny sposób, czyli ręcznie. | |
 |
 |
| Fot. 11 i 12 – Do szlifowania i ostrzenia dłut stolarskich stosowane są nowoczesne, specjalnie zaprojektowane, maszyny CNC. Dzięki nim uzyskuje się dużą dokładność, a proces automatyzacji zapewnia doskonałe parametry ostrza. | |
Etap 4 – Dłuta NAREX – Wykończenie |
|
 |
 |
| Fot. 13 – Dłuta są ostrzone, tworzona jest też tzw. mikrofaza. | Fot. 14 – Dłuta zostają zabezpieczone specjalnym lakierem, który chroni m.in. przed korozją |
 |
 |
| Fot. 15 i 16 – Rękojeści, zarówno te z tworzywa, jak i drewniane, również produkowane są przez firmę Narex. | |
 |
 |
 |
| Fot. 17, 18 i 19 – Rękojeści drewniane powstają z drewna bukowego lub grabowego, są podwójnie lakierowane lub woskowane. Niektóre są również bejcowane. Metalowe okucia na rękojeściach bukowych dodatkowo je wzmacniają. | ||
 |
 |
|
Fot. 20 – Na końcu dłuta NAREX są markowane. Nietypową cechą powyżej stali jest jej odporność na trawienie. Dlatego też wszelkie oznaczenia na narzędziach są malowane. W związku z tym kontakt z rozpuszczalnikiem lub poprzez ścieranie mogą zostać usunięte. |
|
 |
 |
| Fot. 21 – Gotowe produkty czekają w magazynie na swoich klientów. | Fot. 22 – inż. Petr Staněk – dyrektor generalny |
Wizyta w firmie Narex była bardzo sympatyczna i ciekawa. Przekonałam się, że moi Czescy dostawcy są profesjonalistami, a pomysłów na nowe narzędzia mają na kolejne 20 lat! Fajnie współpracować z ludźmi, którzy lubią to co robią!
| ___________________________________________________________________ |
| A dla bardziej dociekliwych mamy filmy pokazujący powyższe etapy produkcji: |
| ___________________________________________________________________ |
O historii firmy NAREX przeczytasz TUTAJ |
A kim jest ing. Filip Stanek ?
Pan Filip pełni obecnie funkcję dyrektora handlowego.
Pozdrawiamy
Zespół DLUTA.PL
Zobaczyliśmy już cykl produkcyjny dłut Kirschen, Narex, czas więc teraz pojechać do Szwajcarii i pokazać jak powstają dłuta Pfeil. Z dużym zainteresowaniem bym to zobaczył, Pani Agnieszko.
Postaram się 🙂